From the partnership between BOSCH and UMinho, PIEP, in the Innovative Car – Human Machine Interface (IC-HMI) program, participated in the development of the new concept of car radio chassis 100% based on polymeric materials. Here, based on simulations of the production process, through Moldex3D, the most suitable functional systems were selected for the production tools of the parts that make up the car radio chassis 100% based on polymeric materials. In addition, the set of operating variables that promoted an efficient production and under the requirements and specifications required was also determined.
Worldwide, Portugal is one of the main injection mould manufacturers, exporting approximately 90% of total production. In the automotive industry, the replacement of metallic components by polymeric materials translates into a reduction in the vehicle’s total weight, thus contributing to a reduction in its energy consumption and, consequently, an increase in its energy efficiency.
To promote compliance with the high quality and the required requirements, carrying out simulations of the injection moulding production process is crucial in optimizing the functional systems present in the injection mould. Of the numerous advantages inherent to its use, it is worth noting the minimization of errors related to mould production, since possible problems are detected and corrected even in the development phase of the production tool project.
In the adopted work methodology, for each of the studied components, an analysis of the Gate Location Advisor type was carried out, in the first place, with the software suggesting the best and worst location for the injection point(s).
The performance of fill, pack, and warp simulations (filling, compacting, and warping) allowed the prediction of the behavior of the molten material during the phases of the production process. Thus, it was possible to define the type of attack, the location, and the number of entries of molten material in the part that are most suitable for a balanced filling of the part.
For the type of geometry involved, to comply with the required dimensional tolerances, the existence of a balance in the filling of the moulding zone was imperative to minimize the total warping and/or deformation resulting from the contraction and volume change that occurs in the material during the cooling phase. A balanced filling also promotes uniform cooling throughout the part.
Here, it is also important to mention that the feed system was carefully selected in order not only to minimize the number of material joining lines, coming from different casting fronts but also to reduce air entrapments.
By optimizing the processing conditions, it was ensured that the temperature reached when it was created was very close to the temperature of the molten material. In this way, it was possible not only to minimize the fragility of these welding lines but also to prevent them from being observed on the surface of the components.
The analysis of the filling profile, that is, the analysis of the flow of molten material in the cavity, also allowed to determine the most appropriate location for the implementation of the gas exhaust system in the mould. As shown in the illustration below (Figure 1), the cast fronts, coming from the four injection points, met in the central area of the part, creating a very significant air pocket. The careful location of this type of system allowed the exit of this accumulation of air, promoting the production of parts without the presence of critical defects such as, for example, the production of a part with burnt material.
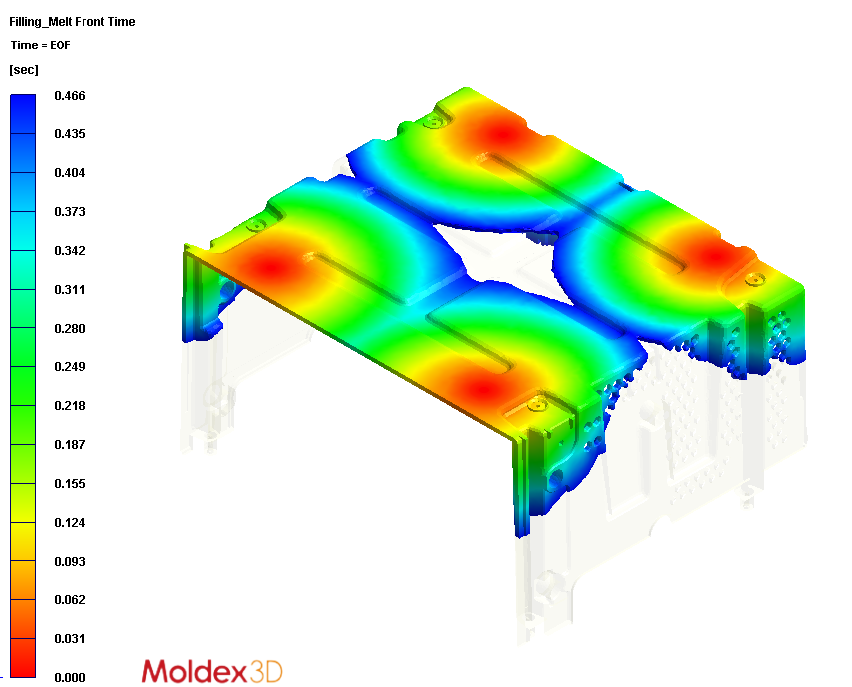
Figure 1 – Representation of the air pocket coming from the union of the four fronts of cast material in the central area of the piece.
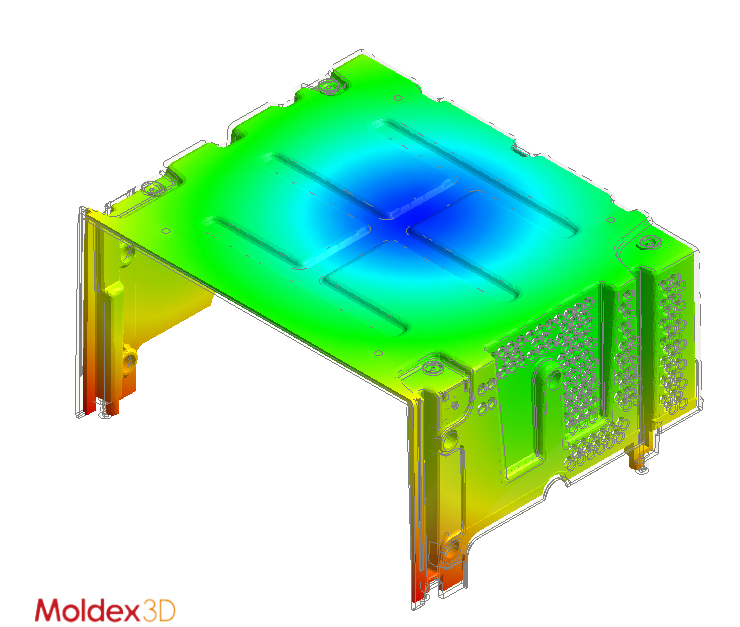
The performance of fill, pack, cool and warp simulations (filling, compacting, cooling, and warping) allowed determining the layout of the channels that make up the temperature control system, which not only promoted uniform cooling but also maximized its efficiency system. In this type of analysis, it is necessary to take into account that a non-uniformity in the cooling of the material along the part promotes a non-homogeneous material contraction, thus compromising the functionality of a technical part. In figure 2, it is evident that in the piece understudy, a uniform material contraction was effectively achieved.
Figure 2 – Uniform contraction throughout the piece.
This strategy adopted in the development of injection moulds allows the industry to effectively define the feeding, temperature control, and exhaust gas systems for a given production tool. Furthermore, it makes it possible to understand the influence and determine the set of operating variables that promote, for example, the reduction of the closing force of the injection machine. In this way, this working method contributes not only to the reduction of the time needed during mould tests carried out before series production but also scrap and energy costs. These reductions, which are part of the framework of sustainable measures, thus promote a positive environmental and economic impact on the plastics manufacturing industry.
Authors:



Rita Marques, Project Manager of the Advanced Manufacturing Processes – Polymers area of PIEP;
Cátia Araújo, Research Engineer of the Advanced Manufacturing Processes – Polymers area of PIEP;
Sílvia Cruz, Coordinator of the Advanced Manufacturing Processes – Polymers area of PIEP.
Article originally published in InterPLAST Magazine.
Know more about the Advanced Manufacturing Processes – Polymers area of PIEP.

