The processes of welding plastic materials have been increasingly applied at an industrial level, such as in the automotive, medical, electronics, and packaging areas. These methods make it possible to join two or more plastic components permanently, avoiding the use of additional components such as screws, and the joining zone generally has better mechanical resistance than when compared to the use of quick couplings[1]. There are several welding techniques for plastics that are divided according to the method of generating the thermal energy necessary for the melting of the material, which can be through a heated tool, through mechanical energy or through electromagnetic radiation.[2].
The welding of plastic parts using laser radiation, as the name implies, uses a source of laser radiation that will be absorbed by the material and later transformed into thermal energy, which will be used to melt it. To obtain the desired weld, we need one of the materials to be “transparent” to the laser, that is, to allow the beam to pass through this material without causing any alteration (e.g. chemical or physical), while the other material must be able to absorb laser radiation, melting and thus creating a union or welding between two pieces of different materials [3], [4], [5], [6].
This type of welding has several advantages, such as being a quick process, allowing a “clean” weld to be made (i.e., it does not have burrs), and can be applied to irregular and complex parts.
Within the scope of the POLY.WELD project led by Iber-Oleff and together with the University of Minho, PIEP is responsible for studying the parameters of the welding process, as well as for optimizing the geometry of the welding ribs. The main objective of this project is to design a methodology to develop and industrialize plastic components for multipurpose panels in the passenger compartment, obtained by injection molding and unified using the laser welding process.
Several parameters of the welding process were studied, namely laser temperature, speed of movement of the laser beam, the clamping force between the pieces, size of the laser beam, and a number of passes. In terms of rib geometry, the following cases were studied: without rib, rib with a rectangular section, rib with a triangular section, rib with trapezoidal section, and hermetic rib (rectangular rib adjusted to a counter rib, in order to make the connection watertight). The study was carried out using specimens of PMMA and PC/ABS.
Figure 1 shows the main steps of the welding process, from the positioning of the specimens, the laser welding process, to obtaining the weld between these materials by melting the point of union, where it is possible to observe the deformed rib. After welding specimens with different geometries and materials, in which different process parameters were varied, the specimens were subjected to a microscopic analysis and tensile tests to assess the quality of the weld and mechanical strength.
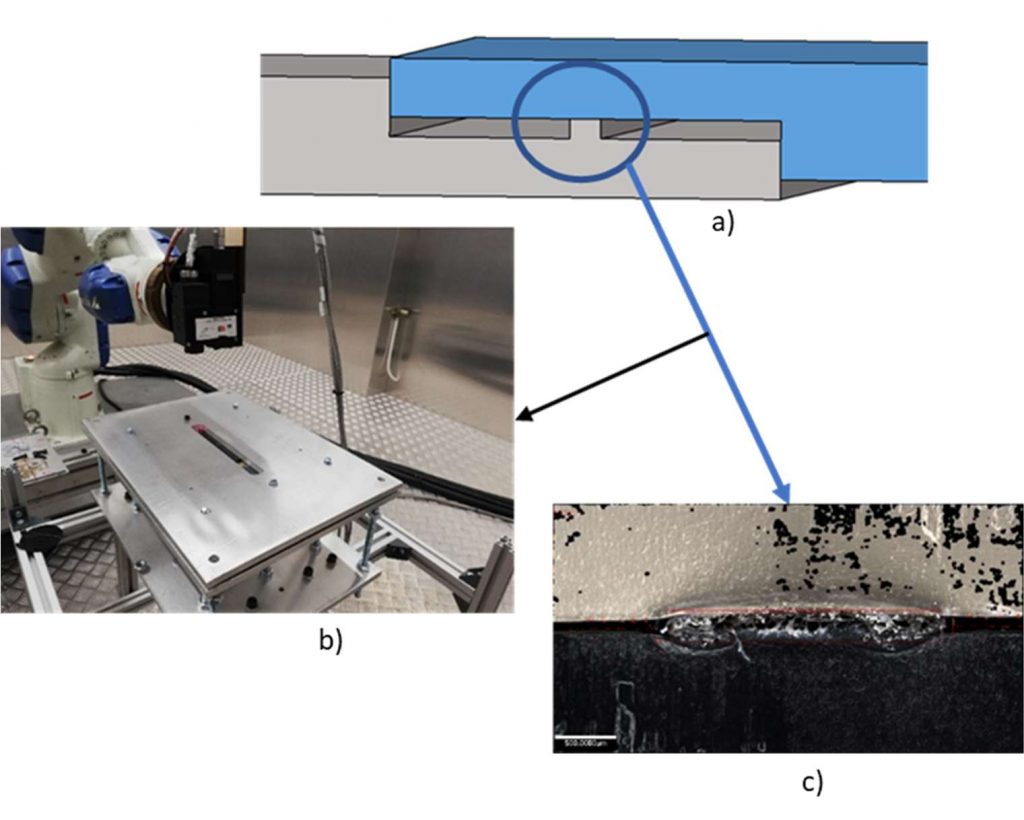 Figure 1.
Figure 1.
Laser welding process: a) drawing of the positioning of the specimens, highlighting the type of rib, b) setup of the welding process, highlighting the robotic arm and laser, c) microscopic image of the union interface between specimens, through heating and rib deformation.
After obtaining the tests carried out by PIEP, it was possible to confirm that both the welding process parameters and the rib geometries have an influence on the mechanical performance of the connection.
Therefore, it is essential to optimize this joining process, by adjusting the laser welding parameters for each rib geometry and thus improving the connection properties, such as the connection strength.
The optimization of the connection quality will make it possible to use this technology in other more demanding sectors on a more regular basis, such as healthcare and aeronautics, taking advantage of its high flexibility of application in complex and irregular components.
[1] Kah, P., & Martikainen, J. (2012). Current trends in welding processes and materials: improve in effectiveness. Rev. adv. mater. Sci, 30(2), 189-200.
[2] Dimov, S., Menz, W., & Fillon, B. (Eds.). (2006). 4M 2006-Second International Conference on Multi-Material Micro Manufacture. Elsevier.
[3] Acherjee, B., Kuar, A. S., Mitra, S., & Misra, D. (2012). Effect of carbon black on temperature field and weld profile during laser transmission welding of polymers: A FEM study. Optics & Laser Technology, 44(3), 514-521.
[4] Chen, M., Zak, G., Bates, P. J., Baylis, B., & McLeod, M. (2011). Experimental study on gap bridging in contour laser transmission welding of polycarbonate and polyamide. Polymer Engineering & Science, 51(8), 1626-1635.
[5] LPKF. (2019). Laser Plastic Welding, Design Guidelines Manual.
[6] Troughton, M. J. (2008). Handbook of plastics joining: a practical guide. William Andrew Inc.
Acknowledgment
Work carried out within the framework of the Poly.Weld project, (Proj. 040232), financed by the European Regional Development Fund (ERDF) through the Operational Program PO North.

Authors:
Bruno Sousa, Agnieszka Rocha, Marco Alves, Luciano Rietter, Andreia Vilela, Filipa Carneiro (PIEP – Pólo de Inovação em Engenharia de Polímeros)
João Lomba, Fernando Duarte (Universidade do Minho)
Mihail Fontul (Iber-Oleff)
This article was initially published in InterPLAST magazine.

